融点が低い
約660℃
母材が溶け落ちやすく、入熱管理が極めて重要。溶接速度と電流のバランスに熟練が必要です。
Aluminum Expertise
アルミ板金加工からTIG溶接、仕上げまで社内一貫対応。
有資格溶接士が、薄板からパイプまで美しく仕上げます。

アルミニウムは軽量・耐食性に優れる一方、加工には高度な技術と経験が求められます。
多くの板金加工会社がアルミ溶接を断る理由がここにあります。
約660℃
母材が溶け落ちやすく、入熱管理が極めて重要。溶接速度と電流のバランスに熟練が必要です。
鉄の約3倍
熱が広がりやすく歪みが大きくなります。治具固定・放熱対策が不可欠です。
約2,000℃
母材との融点差が大きく、溶接前の酸化被膜除去が必須。適切な前処理が品質を左右します。
気孔欠陥
水素ガスの吸収により溶接部に空洞が発生しやすい。ガス管理と前処理の徹底が必要です。
曲げ戻り
曲げ加工後の戻りが鉄に比べ大きく、角度補正の経験とノウハウが求められます。
取扱注意
柔らかい素材のため、加工中・搬送中の取り扱いに細心の注意が必要です。
アルミ加工の難しさを熟知した有資格溶接士5名が在籍。
品質に自信があるからこそ、ほとんどのお客様にリピートいただいています。
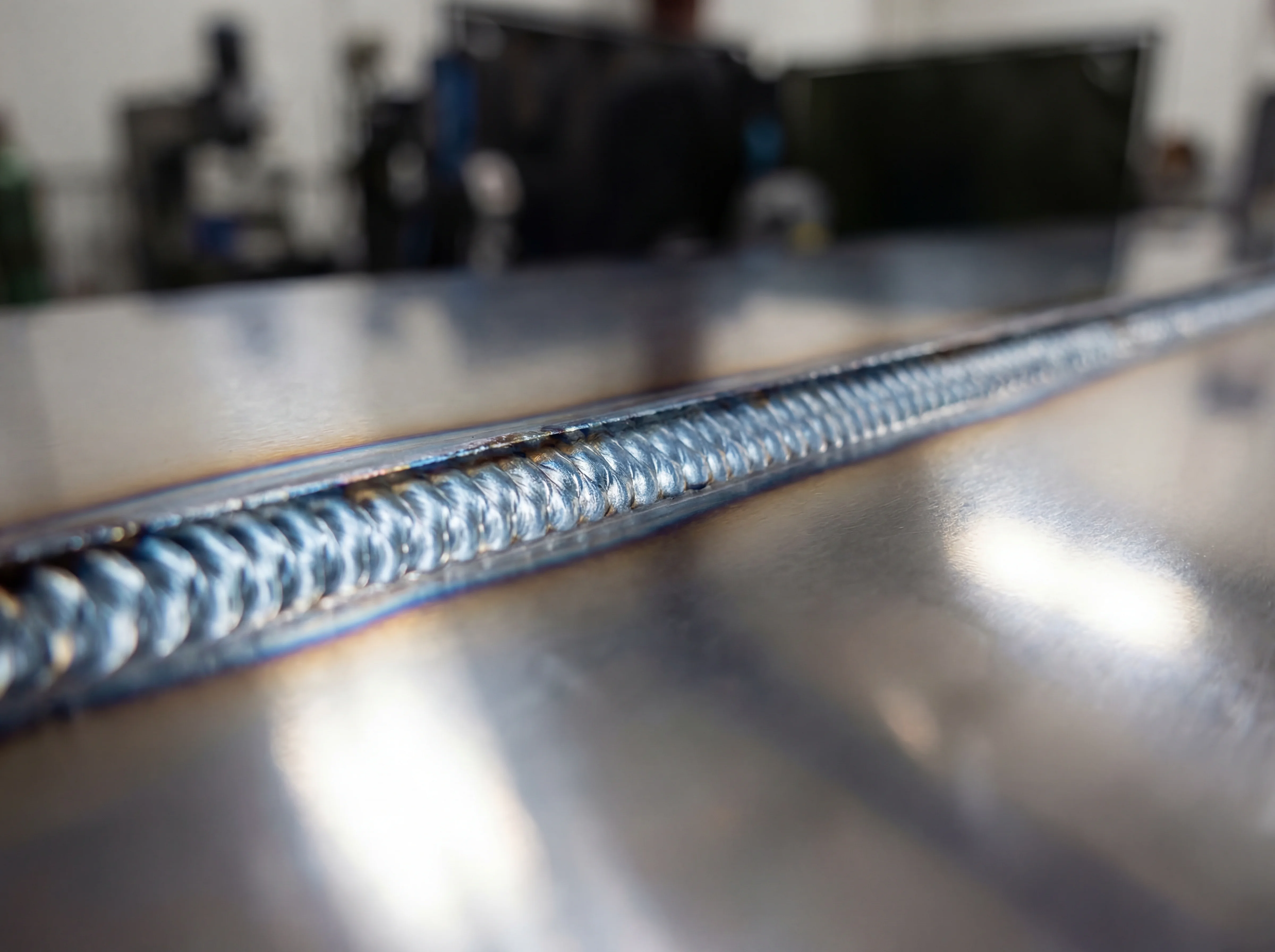
アルミ溶接の最大の課題である歪みとブローホールに対し、パルス制御と冷却加工を組み合わせて対応。ガス管理と溶接前の前処理を徹底することで、安定した溶接品質を実現しています。
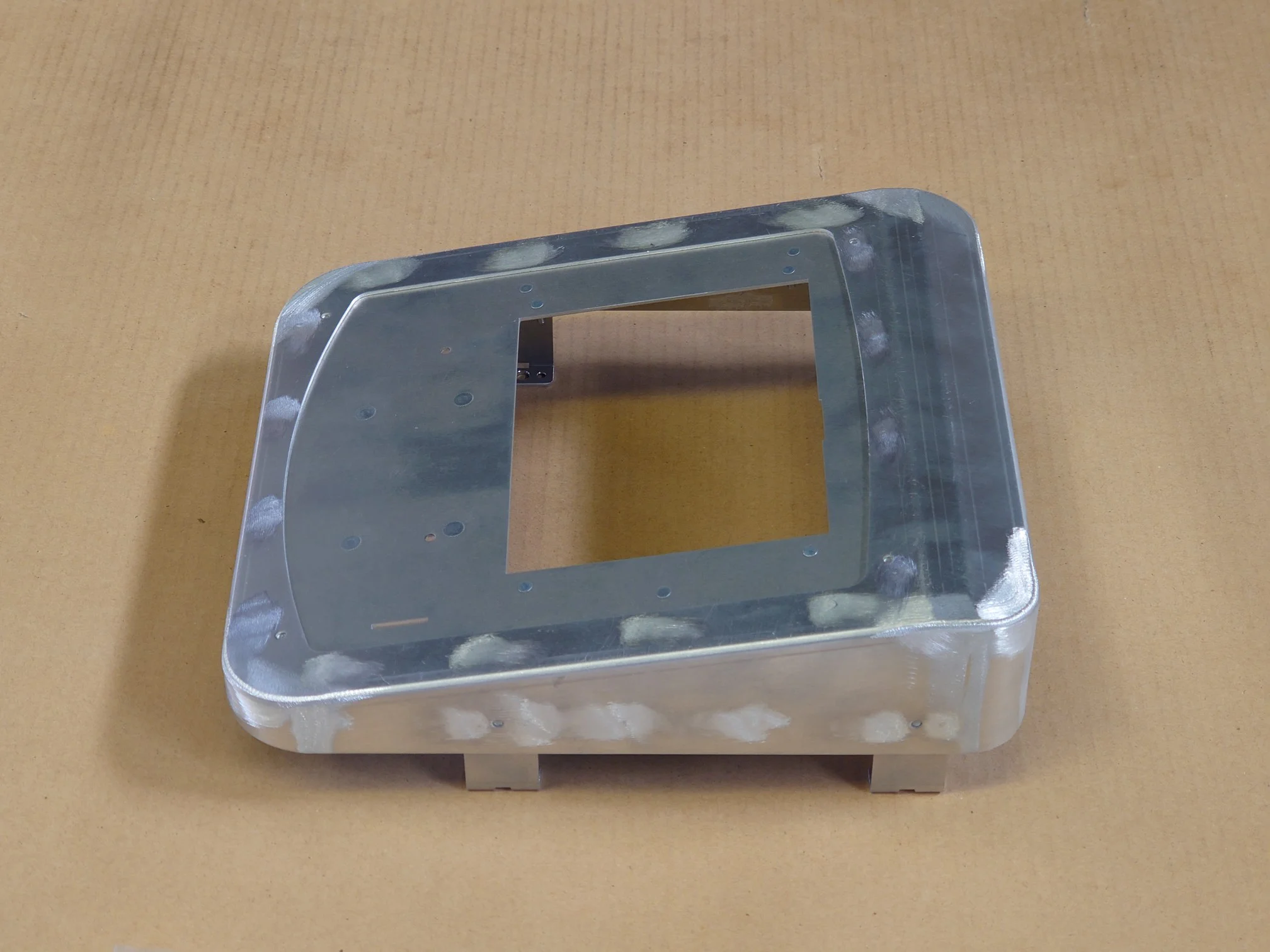
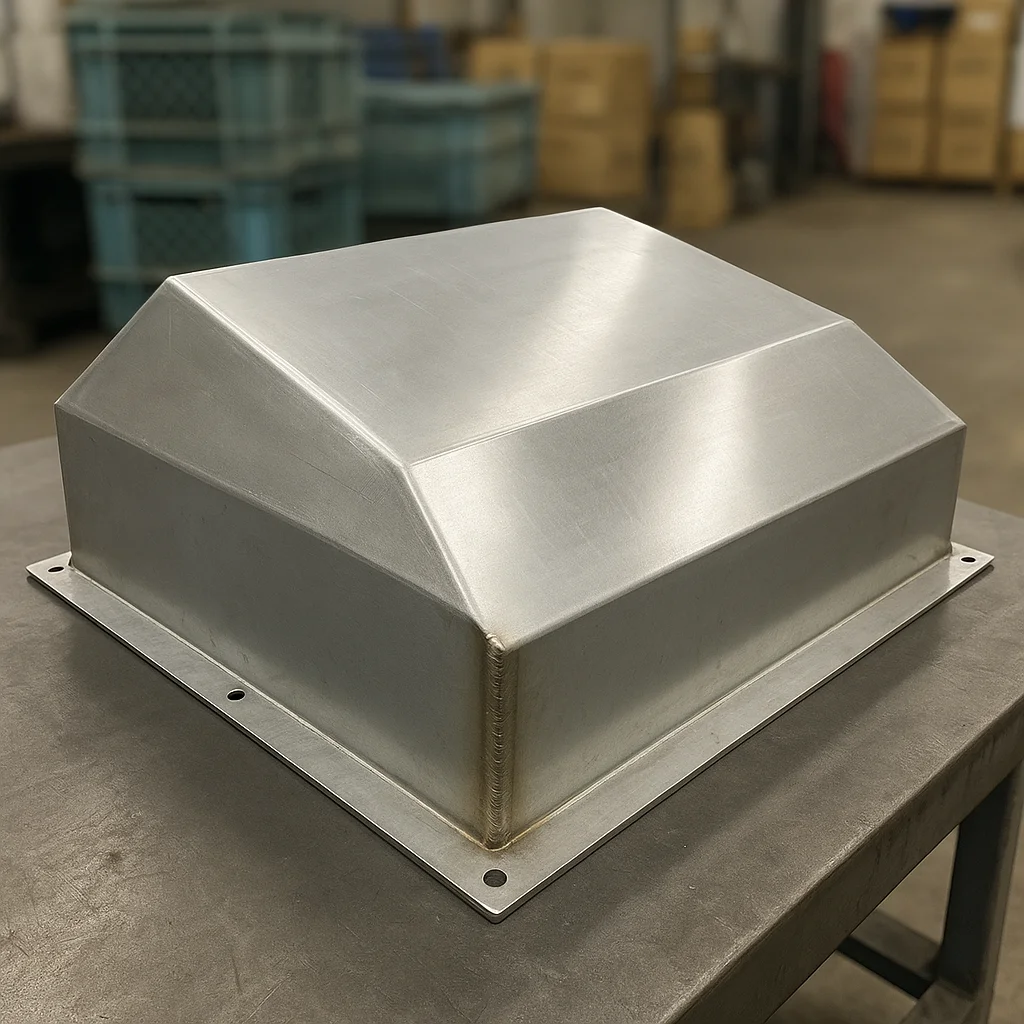
他社では対応が難しい薄板アルミの溶接も、ODKの強み。装置カバーや筐体など、外観品質が求められる製品でも、薄板を綺麗に仕上げます。

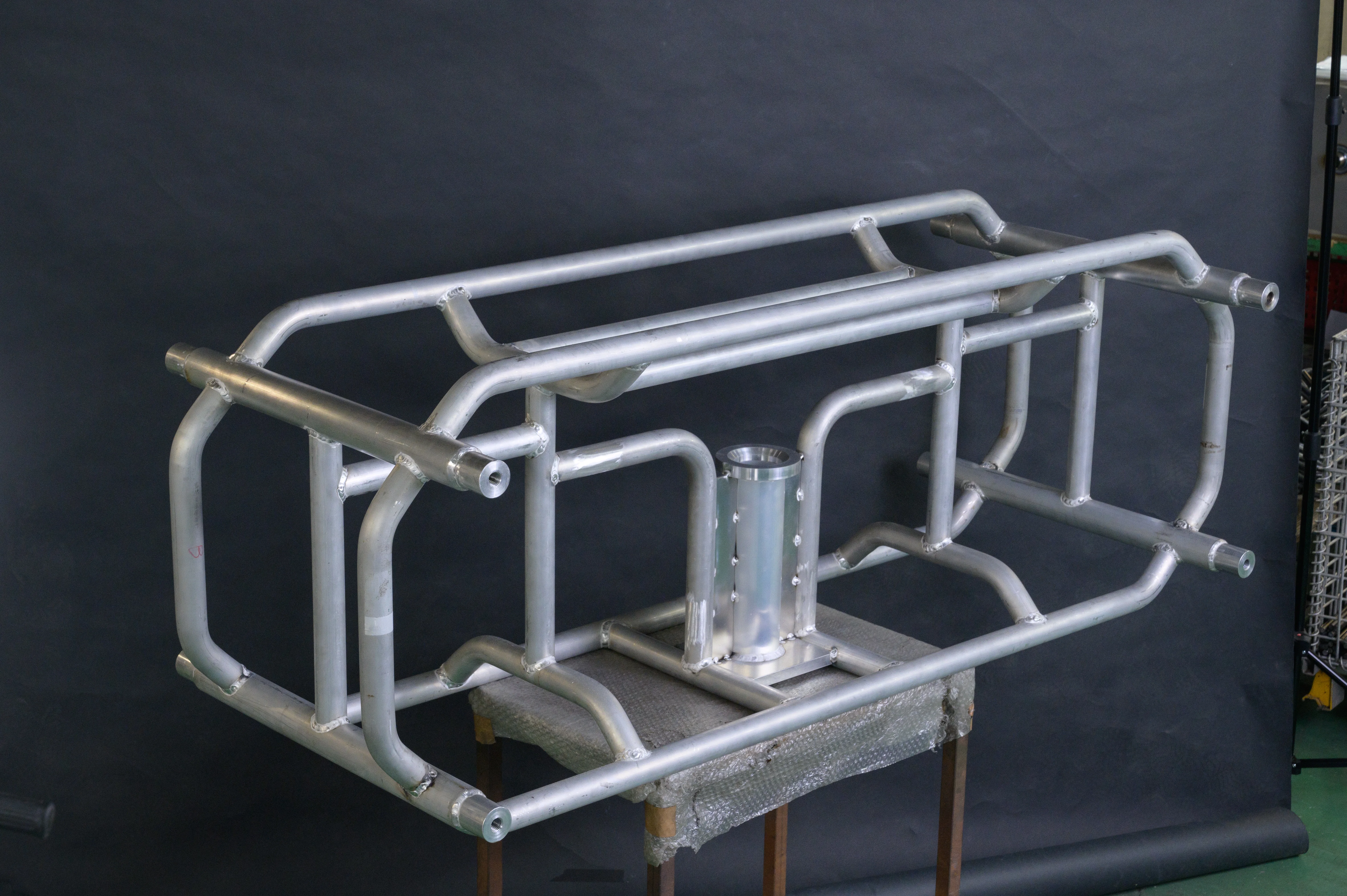
「パイプを曲げて加工までできるところがない」というご相談を多くいただきます。ODKではパイプベンダーとパイプレーザーを活用し、アルミパイプの曲げから溶接まで一貫して対応します。
| 対応アルミ合金 |
A5052
A1050
A6063
その他 都度検討
|
|---|---|
| 対応板厚 | 板金加工: t0.1mm〜 / 溶接: t0.8mm〜 |
| 最大製品サイズ | 2,000 × 2,000 mm |
| 溶接方法 | TIG溶接 / CO2溶接 / スポット溶接 |
| パイプ加工 | パイプ曲げ・パイプ溶接に対応 |
| 対応ロット | 試作1個〜 月産100個程度まで |
| 標準リードタイム | 2週間〜(製品仕様による) |
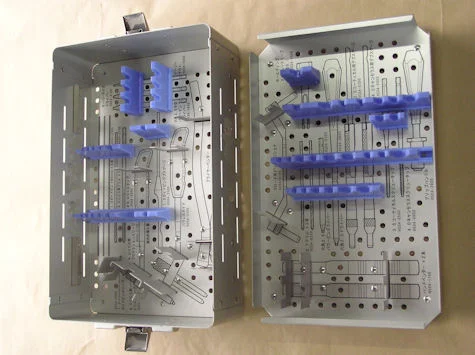
| 主な用途 | 装置カバー / 試験機 / 医療機器 / フレーム / 筐体 |
協力工場との連携により、アルミに適した各種表面処理に対応しています。
白・黒・カラー対応
耐摩耗性向上
意匠性のある仕上げ
梨地・マット仕上げ
各種塗装に対応
ロゴ・表示の印字