Solution
溶接品質の向上
01
結果
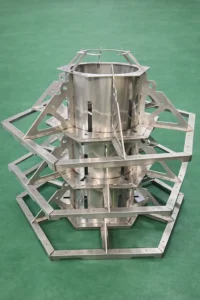
溶接品質の安定化を実現。アルミやステンレス製品の溶接にも対応可能に。
02
課題点
溶接品質にばらつきがあり、品質安定化が課題 アルミやステンレスの溶接に対応できる業者を探している
03
改善手法
熟練した溶接技術者によるTIG溶接を実施 アルミ・ステンレス溶接にも対応し、高品質な溶接を提供
04
詳細
ODKでは、TIG溶接をはじめ、アルミやステンレスの溶接にも対応しています。熟練した技術者による高品質な溶接を提供します。