Solution
短納期対応
01
結果
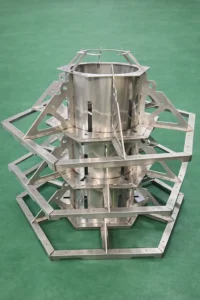
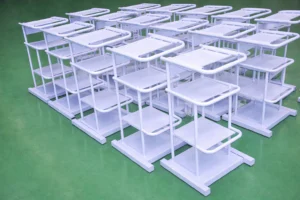
社内一貫生産により納期を短縮。急な発注や設計変更にも柔軟に対応可能。
02
課題点
急な発注や設計変更に対応できる板金加工業者を探している 外注を挟むと納期が長くなってしまう
03
改善手法
板金加工から溶接、仕上げまで社内一貫生産 外注を挟まないため、工程間の待ち時間を削減し、短納期での納品を実現
04
詳細
ODKでは、板金加工に必要な工程を社内に集約しています。外注を挟まないため、工程間の調整が不要で、短納期での納品が可能です。