板金加工とは
板金加工とは、金属の薄板(一般的に板厚0.5〜6.0mm程度)を切断・曲げ・溶接・組立などの工程で立体的な製品に仕上げる加工技術です。プレス加工のように専用金型を必要としないため、多品種小ロットの製品づくりに適しています。
身近な例では、パソコンやサーバーの筐体、工場の制御盤ボックス、医療機器のカバー、食品機械のフレームなど、私たちの暮らしや産業を支える多くの製品が板金加工で作られています。

板金加工の基本的な仕組み
板金加工の出発点は、1枚の平らな金属板です。この金属板をレーザー加工機やタレットパンチプレスで必要な形状に切り抜き、プレスブレーキ(曲げ加工機)で折り曲げ、溶接で接合して立体形状を作ります。
プレス加工との最大の違いは、専用金型が不要な点です。プレス加工では1製品あたり数十万〜数百万円の金型費がかかりますが、板金加工ではNCデータ(数値制御プログラム)の変更だけで異なる形状に対応できます。そのため、試作品や月産数個〜数百個の小ロット生産に最適です。
なぜ板金加工が選ばれるのか
板金加工が選ばれる主な理由は以下の3点です。
- 初期費用が低い: 金型が不要なため、初期投資を大幅に抑えられます。試作1個からでも対応可能です
- 設計変更に柔軟: 開発段階での仕様変更にもNCデータの修正だけで対応できます
- 多品種対応: 同じ設備で異なる形状を加工できるため、多品種小ロット生産に向いています
当社でも、月産1個の試作品から数百個のリピート品まで幅広くご依頼をいただいています。設計段階からのご相談も承っておりますので、お問い合わせページからお気軽にご連絡ください。
板金加工の主な種類
板金加工は大きく4つの工程に分類されます。それぞれの特徴を理解することで、製品設計や外注先の選定に役立ちます。

レーザー切断(抜き加工)
レーザー加工機で金属板を任意の形状に切り抜く工程です。ファイバーレーザーの普及により、ステンレスやアルミなどの高反射材も高速・高精度で切断できるようになりました。
切断精度は±0.1mm程度で、板厚0.5〜16mm程度まで対応可能です。複雑な曲線や微細な穴加工もNCデータで制御するため、金型なしで自在な形状を実現します。
当社ではAMADA製レーザー加工機を複数台保有し、ステンレス・アルミ・鉄などの各種素材に対応しています。
曲げ加工
プレスブレーキ(曲げ加工機)を使い、切断した金属板を所定の角度に折り曲げる工程です。V曲げ・L曲げ・Z曲げ・R曲げなど、製品形状に応じた多彩な曲げパターンがあります。
曲げ加工で重要なのが「スプリングバック」(曲げた金属が元に戻ろうとする現象)への対応です。素材や板厚によってスプリングバック量が異なるため、熟練した技術者による適切な補正が品質を左右します。曲げ精度は一般的に±0.5°〜±1°程度です。
溶接
切断・曲げした部品同士を接合する工程です。板金加工ではTIG溶接(タングステン不活性ガス溶接)が最も多く使われます。
TIG溶接は溶接ビードが美しく、薄板(t0.5mm〜)にも対応できるため、外観品質が求められる製品に最適です。一方、生産性が求められる場合はCO2溶接やMIG溶接が選択されます。
当社ではステンレスヘアラインのR曲げ溶接や、薄板アルミ(t1.0mm)のTIG溶接など、高い技術力が求められる溶接加工の実績が豊富です。
組立・仕上げ
溶接後の部品を最終製品として完成させる工程です。バリ取り、表面処理(ヘアライン・バフ研磨・電解研磨・塗装・めっきなど)、ネジ穴加工(バーリング・カシメナット)、部品の取り付けなどを行います。
板金加工の強みは、これらの工程を一貫して行える点です。工程間の輸送や段取り替えのロスがなく、品質管理も一元化できるため、短納期・高品質を両立しやすくなります。
4種類の加工方法 比較表
| 加工種類 | 主な設備 | 精度目安 | 対応板厚 | 特徴 |
|---|---|---|---|---|
| レーザー切断 | ファイバーレーザー加工機 | ±0.1mm | 0.5〜16mm | 複雑形状・高速・金型不要 |
| 曲げ加工 | プレスブレーキ(NCベンダー) | ±0.5° | 0.5〜6mm | 多彩な曲げパターン対応 |
| 溶接 | TIG / CO2 / MIG溶接機 | — | 0.5mm〜 | 薄板TIGで高品質接合 |
| 組立・仕上げ | 各種手仕上げ・表面処理設備 | — | — | 一貫対応で短納期実現 |
板金加工の工程フロー
板金加工は、図面の受領から製品出荷まで複数の工程を経て進みます。全体の流れを把握しておくことで、設計段階でのコストダウンや納期短縮につながります。
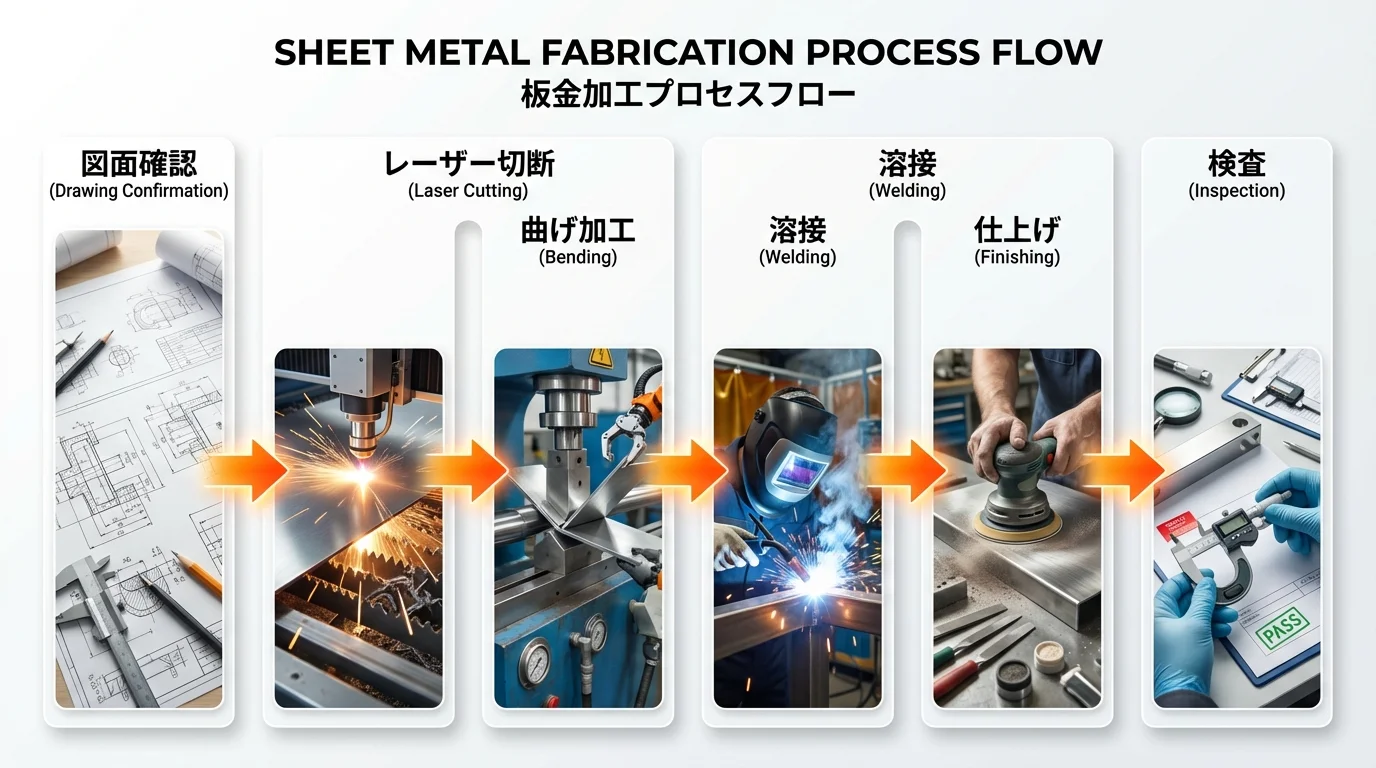
工程の流れ
Step 1. 図面確認・展開
お客様から図面を受領し、加工可能性を検討します。3D形状を平面に展開し、曲げ代(曲げによる伸び量)を考慮した展開図を作成します。
Step 2. レーザー切断
展開図データをレーザー加工機に入力し、金属板から必要な形状を切り出します。穴加工や外形切断を1工程で完了します。
Step 3. 曲げ加工
切断したブランク材をプレスブレーキで折り曲げます。曲げ順序は製品形状によって決まり、干渉を避けながら正確な角度に仕上げます。
Step 4. 溶接・接合
曲げた部品同士をTIG溶接やスポット溶接で接合します。溶接歪みの管理と外観品質の確保がポイントです。
Step 5. 仕上げ・表面処理
溶接ビードの研磨、バリ取り、表面処理(ヘアライン・バフ研磨・塗装・めっき等)を行います。
Step 6. 検査・出荷
寸法検査・外観検査を実施し、品質基準を満たした製品を梱包・出荷します。
品質管理のポイント
板金加工の品質を左右する主な要因は、切断面の品質(バリ・ドロス)、曲げ精度(角度・寸法)、溶接品質(強度・外観・歪み)の3点です。各工程での検査に加え、完成品の寸法検査を実施することで、安定した品質を確保できます。
当社では全工程を社内一貫で行い、工程間での品質チェックを徹底しています。会社概要ページで品質管理体制の詳細をご確認いただけます。
精密板金と一般板金の違い
板金加工は、求められる精度や製品の用途によって「精密板金」と「一般板金」に大別されます。外注先を選定する際の重要な判断基準になります。

| 項目 | 精密板金 | 一般板金 |
|---|---|---|
| 板厚範囲 | 0.5〜3.0mm | 1.0〜6.0mm以上 |
| 寸法公差 | ±0.1〜±0.3mm | ±0.5〜±1.0mm |
| 主な用途 | 電子機器筐体・医療機器・計測器 | 建築金物・ダクト・架台 |
| 外観品質 | 高い(ヘアライン・鏡面等) | 機能優先 |
| ロットサイズ | 1個〜数百個 | 数個〜大量生産 |
| 設備 | NCレーザー・NCベンダー | シャーリング・汎用ベンダー |
精密板金は電子機器や医療機器など、高い寸法精度と外観品質が求められる分野で多く使われます。当社は精密板金を得意とし、センサーカバーのR曲げ・ヘアライン仕上げや医療用アルミケースのアルマイト処理など、高精度・高品質な加工実績を豊富に持っています。
精密板金と一般板金のどちらが適しているか判断に迷った場合は、お気軽にお問い合わせください。図面や製品仕様をもとに、最適な加工方法をご提案いたします。
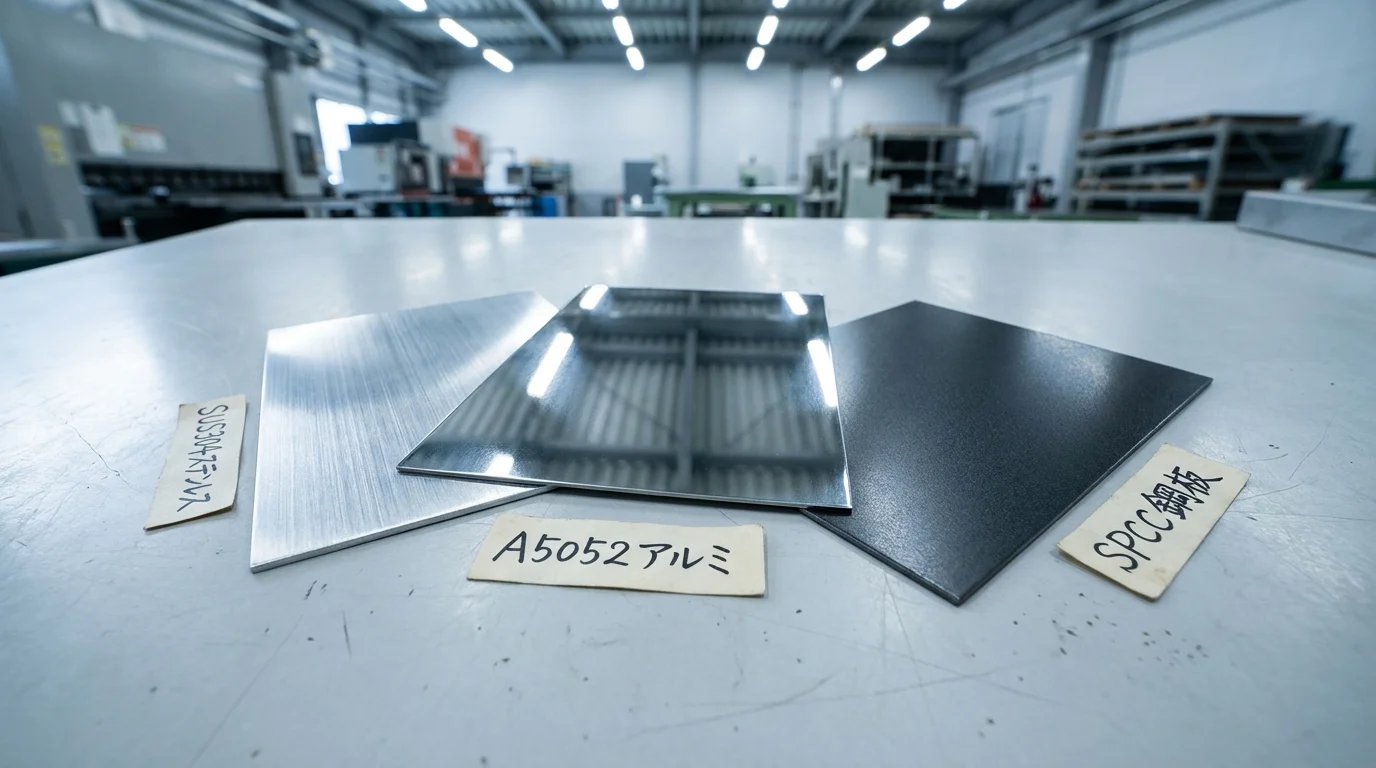
板金加工で使われる主な素材
板金加工では、製品の用途や求められる性能に応じてさまざまな金属素材が使われます。代表的な3種類の特徴を比較します。
ステンレス鋼(SUS304・SUS316など)
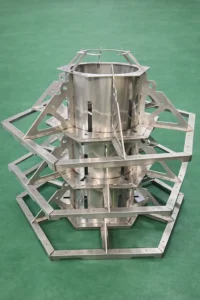
耐食性・耐熱性に優れ、食品機械や医療機器、屋外設備などに幅広く使われます。SUS304は汎用性が高く最も多く使用されるステンレスで、SUS316は塩化物環境に強く化学プラントや海洋設備に適しています。
当社ではSUS304とSUS316の両方に対応しており、SUS316角型ホッパーの電解研磨仕上げなど高度な加工実績があります。
アルミニウム合金(A5052・A6063など)
鉄の約1/3の軽さで、放熱性と加工性に優れます。電子機器の筐体や放熱部品、軽量化が求められる装置カバーに多用されます。ただし、溶接時の歪みや割れに注意が必要で、TIG溶接の技術力が品質を左右します。
アルミパイプフレームのTIG溶接組立や薄板アルミ装置カバーなど、アルミ板金加工の実績も多数ございます。
冷間圧延鋼板(SPCC)・めっき鋼板(SECC・SGCC)
コストが最も低く、加工性に優れる汎用素材です。制御盤や配電盤の筐体、産業機器のフレームなどに広く使われます。耐食性は劣るため、塗装やめっきの後処理が必須です。SECCは電気亜鉛めっき済み、SGCCは溶融亜鉛めっき済みの鋼板で、そのまま使用可能です。
素材別 特性比較表
| 項目 | ステンレス(SUS304) | アルミ(A5052) | 鉄(SPCC) |
|---|---|---|---|
| 比重 | 7.93 | 2.68 | 7.87 |
| 引張強さ | 520MPa以上 | 230MPa以上 | 270MPa以上 |
| 耐食性 | ◎ | ○ | △(要後処理) |
| 溶接性 | ○ | △(技術力要) | ◎ |
| コスト | 高 | 中 | 低 |
| 代表用途 | 食品機械・医療機器 | 電子機器筐体・放熱部品 | 制御盤・産業機器 |
板金加工の用途と製品例
板金加工は、産業分野を問わず幅広い製品に活用されています。主な用途と製品例を紹介します。

電子機器・情報通信
サーバーラック、通信機器の筐体、55インチサイネージ筐体、制御盤ボックスなど。EMCシールド(電磁波遮蔽)や放熱設計が求められるケースが多く、精密板金の技術が活きる分野です。
医療機器
手術台のカバー、手術器具ケース、検査装置の筐体など。生体適合性のある素材選定(SUS316L、アルミ+アルマイト等)や高い外観品質が求められます。
食品機械
ステンレスホッパー、コンベアカバー、洗浄槽など。HACCP対応の衛生設計(R付け・隙間排除・電解研磨仕上げ)が必要です。
産業機器・装置
装置カバー、安全カバー、フレーム構造物など。機能性と強度を両立する設計が求められます。
このほかにも、自動車関連部品、建築金物、エネルギー関連設備など、板金加工の用途は多岐にわたります。「こんな製品は板金加工で作れる?」というご質問も、お問い合わせフォームやお電話(0428-32-6255)でお気軽にご相談ください。
まとめ
この記事では、板金加工の基礎知識を網羅的に解説しました。要点をまとめます。
- 板金加工は金型不要で、多品種小ロット(1個〜)の製品づくりに最適な加工方法です
- 4つの基本工程(レーザー切断→曲げ→溶接→組立)を一貫で行うことで、短納期と品質の両立が可能です
- 素材選定が重要で、用途に応じてステンレス・アルミ・鉄を使い分けることがコストと性能の最適化につながります
当社オーディーケーは、東京都青梅市で精密板金加工を手がけています。レーザー切断から曲げ、溶接、組立、表面処理まで社内一貫対応が可能です。板金加工の詳細もあわせてご覧ください。
技術的なご質問から、お見積り、試作のご相談まで、お気軽にお問い合わせください。
お問い合わせフォームはこちら
お電話でのご相談: 0428-32-6255(平日 8:00〜17:00)
参考文献
- 日本塑性加工学会 編『板金プレス加工大全』日刊工業新聞社, 2020年
- JIS B 0408:1991「金属プレス加工品の普通寸法公差」日本規格協会
- 一般社団法人 日本溶接協会「溶接情報センター」