アーク溶接の基礎知識
溶接とは、金属同士を熱や圧力で一体化させる接合技術です。板金加工で最も多く使われるのがアーク溶接で、電極と母材の間に発生するアーク放電(約5,000〜20,000℃)の熱を利用して金属を溶融・接合します。
アーク溶接にはさまざまな種類がありますが、板金加工で主に使われるのはTIG溶接・MIG溶接・CO2溶接の3種類です。それぞれ原理や特性が異なるため、製品の要求仕様に応じた使い分けが重要になります。
溶接方法の選定でお悩みの方は、お問い合わせページから図面をお送りいただければ、最適な溶接方法をご提案いたします。
TIG溶接の特徴

TIG溶接(Tungsten Inert Gas welding)は、タングステン電極と不活性ガス(アルゴン)のシールドを用いるアーク溶接法です。非消耗式電極のため、溶加材(溶接棒)を別途手動で供給しながら溶接します。
TIG溶接のメリット
- 仕上がりが美しい: 溶接ビードが均一で滑らかなため、外観品質が求められる製品に最適です
- 薄板に対応: 板厚0.5mm〜の薄板でも歪みを最小限に抑えた溶接が可能です
- 幅広い素材に対応: ステンレス・アルミ・チタン・銅など、ほぼすべての金属を溶接できます
- スパッタが出ない: 飛散する金属粒(スパッタ)がないため、後処理が少なく済みます
TIG溶接のデメリット
- 溶接速度が遅い: MIG・CO2溶接と比較して生産性は低くなります
- 技術者の熟練が必要: 片手で溶接トーチ、片手で溶加材を操作するため高い技術力が求められます
- 厚板には不向き: 板厚6mm以上の溶接には時間がかかり、コストが増加します
当社ではTIG溶接を最も得意としており、ステンレスゲートのR曲げ・ヘアライン溶接や薄板アルミ(t1.0mm)の装置カバー溶接など、高い外観品質が要求される製品で豊富な実績があります。
MIG溶接の特徴

MIG溶接(Metal Inert Gas welding)は、消耗式の溶接ワイヤを自動で送給しながら、不活性ガス(アルゴン・ヘリウム)で溶接部をシールドするアーク溶接法です。
MIG溶接のメリット
- 溶接速度が速い: ワイヤ自動送給のため、TIG溶接より2〜3倍の速度で溶接できます
- アルミ溶接に適する: アルゴンガスシールドにより酸化しやすいアルミの溶接品質が安定します
- 操作が比較的容易: 片手操作のため、TIG溶接より習得が容易です
MIG溶接のデメリット
- ガスコストが高い: アルゴンガスはCO2ガスの約5〜8倍のコストがかかります
- 仕上がりはTIGに劣る: ビード外観はTIG溶接ほど美しくはなりません
- 屋外作業に不向き: 風でシールドガスが流れると品質が低下します
アルミパイプフレームの組立溶接など、アルミの溶接ではMIG溶接とTIG溶接を使い分けて最適な品質とコストを両立しています。
CO2溶接の特徴

CO2溶接(CO2 Gas shielded arc welding、MAG溶接の一種)は、炭酸ガスをシールドガスに使用する半自動アーク溶接法です。消耗式ワイヤを自動送給しながら溶接します。
CO2溶接のメリット
- コストが低い: CO2ガスはアルゴンガスの約1/5〜1/8のコストで、最も経済的です
- 溶接速度が最も速い: 溶け込みが深く、高速での溶接が可能です
- 厚板に強い: 板厚3mm以上の鉄鋼材の溶接に最も適しています
- 溶け込みが深い: アークの集中性が高く、強度の高い溶接が得られます
CO2溶接のデメリット
- スパッタが多い: 飛散する金属粒が多く、後処理(スパッタ除去)が必要です
- 仕上がりが粗い: ビード外観はTIG・MIG溶接に劣ります
- ステンレス・アルミに不向き: CO2の酸化作用により、非鉄金属の溶接には適しません
当社ではCO2溶接機(350A)を保有しており、鉄鋼材のフレームや構造物の溶接に活用しています。
3種類の溶接方法を徹底比較
| 比較項目 | TIG溶接 | MIG溶接 | CO2溶接 |
|---|---|---|---|
| シールドガス | アルゴン(Ar) | アルゴン(Ar)/ヘリウム | CO2 |
| 電極タイプ | 非消耗式(タングステン) | 消耗式(ワイヤ) | 消耗式(ワイヤ) |
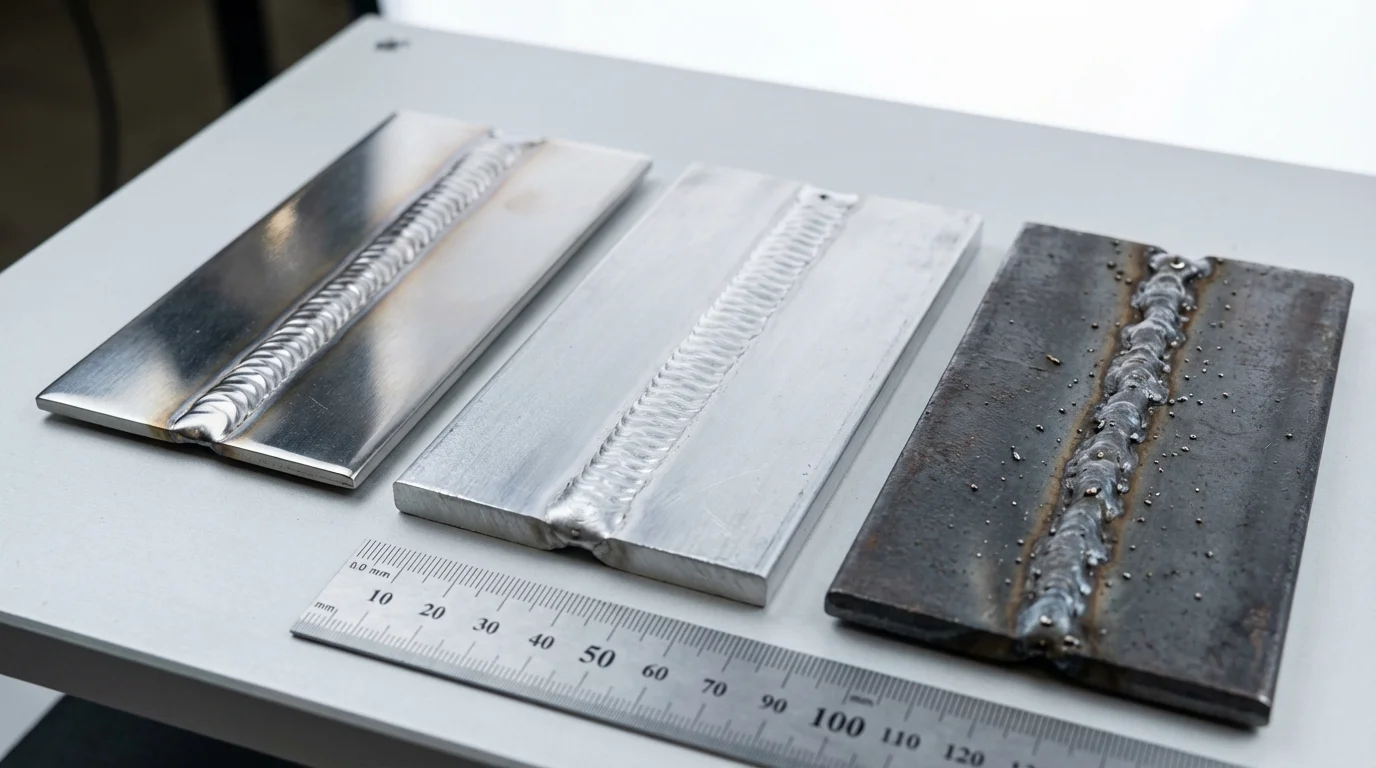
| 仕上がり品質 | ◎(最も美しい) | ○(良好) | △(スパッタあり) |
| 溶接速度 | △(遅い) | ○(速い) | ◎(最も速い) |
| 対応素材 | 全金属 | アルミ・ステンレス・鉄 | 鉄鋼のみ |
| 対応板厚 | 0.5〜6mm | 1.0〜12mm | 1.2〜25mm |
| スパッタ | なし | 少ない | 多い |
| ガスコスト | 高い | 高い | 低い |
| 技術難度 | 高い | 中程度 | 中程度 |
| 主な用途 | 精密板金・外観部品 | アルミ部品・中板 | 鉄鋼構造物・量産品 |
用途別の最適な溶接方法の選び方
溶接方法の選定は、素材・板厚・外観品質・生産性・コストの5つの要素で判断します。以下のフローを参考にしてください。
| 重視するポイント | 推奨溶接方法 | 理由 |
|---|---|---|
| 外観品質が最重要 | TIG溶接 | ビードが均一で美しく、スパッタがない |
| 薄板(t0.5〜1.5mm) | TIG溶接 | 入熱を精密に制御でき、歪みを最小化 |
| アルミの溶接 | TIG / MIG溶接 | 不活性ガスで酸化を防止 |
| ステンレスの溶接 | TIG溶接 | 外観・耐食性を維持した高品質接合 |
| 生産性・コスト重視 | CO2溶接 | 溶接速度が最も速く、ガスコストが低い |
| 厚板(t3mm以上)の鉄鋼 | CO2溶接 | 溶け込みが深く、強度が高い |
| バランス重視 | MIG溶接 | 速度・品質・コストのバランスが良い |
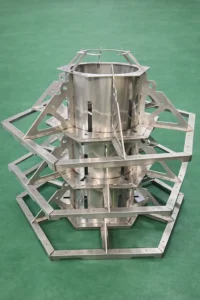
当社では製品の要求仕様に応じてTIG溶接とCO2溶接を使い分けています。SUS316ホッパーやSUS316多段フレームでは高品質なTIG溶接で対応し、構造物にはCO2溶接で効率的に加工しています。
どの溶接方法が最適かわからない場合は、お気軽にご相談ください。図面をもとに最適な溶接方法と概算費用をご案内します。
よくあるご質問
Q1. TIG溶接とCO2溶接ではコストはどのくらい違いますか?
同じ溶接長で比較すると、TIG溶接はCO2溶接の約2〜3倍の加工費がかかります。これは溶接速度の差に起因します。ただし、TIG溶接はスパッタ除去やビード研磨の後処理が不要なため、仕上げ工程まで含めるとコスト差は縮まるケースもあります。
Q2. アルミの溶接はなぜ難しいのですか?
アルミは熱伝導率が高く融点が低いため、溶接時に歪みやすく、穴が開きやすい素材です。さらに酸化アルミニウム(融点2,072℃)の皮膜が溶融を妨げるため、アルゴンガスで確実にシールドする必要があります。TIG溶接またはMIG溶接で、AC(交流)モードを使用することが一般的です。
Q3. 溶接の仕上がりに不安がありますが、品質はどう管理していますか?
当社では溶接後に全品の外観検査を実施し、必要に応じて浸透探傷試験(PT検査)で内部欠陥の確認も行っています。板金加工の詳細ページで品質管理体制をご確認いただけます。
まとめ
この記事では、板金加工で主に使われるTIG・MIG・CO2溶接の3種類の特徴と選び方を比較しました。
- TIG溶接は仕上がりの美しさと薄板対応が強みで、精密板金・外観部品に最適です
- MIG溶接は速度・品質・コストのバランスが良く、アルミ溶接に適しています
- CO2溶接は最も経済的で高速、鉄鋼の構造物・量産品に向いています
板金加工の基礎知識もあわせてご覧ください。
当社オーディーケーは、TIG溶接を中心に高品質な板金溶接を手がけています。溶接方法の選定から、お見積り、試作まで、お気軽にお問い合わせください。
お問い合わせフォームはこちら
お電話でのご相談: 0428-32-6255(平日 8:00〜17:00)
参考文献
- 一般社団法人 日本溶接協会「溶接情報センター」
- JIS Z 3001:2018「溶接用語」日本規格協会
- 安田克彦『わかる!使える!溶接入門』日刊工業新聞社, 2019年