SUS304とは
SUS304は、JIS規格(JIS G 4305)で定められたオーステナイト系ステンレス鋼の代表的な鋼種です。18%のクロム(Cr)と8%のニッケル(Ni)を主要な合金元素として含むことから、「18-8ステンレス」とも呼ばれます。
ステンレス鋼の中でもっとも広く流通しており、国内で使用されるステンレス鋼の約60%以上がSUS304系統とされています。その理由は、耐食性・加工性・溶接性のバランスが非常に優れている点にあります。
SUS304の主な特長
- 優れた耐食性: 大気中や淡水環境では十分な耐食性を発揮します。クロムが表面に不動態皮膜を形成し、腐食から母材を保護します。
- 良好な加工性: 冷間加工・絞り加工・曲げ加工など、多様な塑性加工に対応できます。ただし、加工硬化しやすい点には注意が必要です。
- 優れた溶接性: TIG溶接、MIG溶接、スポット溶接など一般的な溶接方法に対応します。溶接後の粒界腐食対策としてローカーボン材(SUS304L)も選択できます。
- 美しい表面仕上げ: ヘアライン仕上げ、鏡面仕上げ、バフ研磨など多彩な表面処理が可能です。意匠性を求められる用途にも適しています。
- コストパフォーマンス: ステンレス鋼の中では比較的安価で、入手性も良好です。在庫が豊富で短納期対応がしやすい鋼種です。
当社でもSUS304は最も取扱量の多いステンレス鋼種であり、センサーカバーや通行ゲートなど、多岐にわたる製品の板金加工実績があります。

SUS316とは
SUS316は、SUS304をベースにモリブデン(Mo)を2〜3%添加したオーステナイト系ステンレス鋼です。JIS規格ではJIS G 4305に規定されており、「18-12-2.5ステンレス」とも呼ばれます(Cr 16〜18%、Ni 10〜14%、Mo 2〜3%)。
モリブデンの添加により、SUS304では対応が難しい塩化物環境や還元性酸に対する耐食性が大幅に向上しています。海水、塩素系薬品、高温環境での使用に特に適した鋼種です。
SUS316の主な特長
- 卓越した耐食性: モリブデンの効果により、孔食(ピッティング)やすきま腐食に対する耐性がSUS304より格段に優れています。塩化物イオン濃度の高い環境でも安定した性能を発揮します。
- 高温強度: クリープ強度が高く、500℃程度までの高温環境でも機械的性質を維持します。ボイラーや熱交換器の素材としても選択されます。
- 耐薬品性: 硫酸、リン酸、酢酸などの有機酸・無機酸に対する耐性がSUS304より優れています。化学プラントでの配管やタンクに多用されます。
- 良好な加工性: SUS304と同様にオーステナイト系のため、冷間加工や溶接が可能です。ただし、モリブデンの添加により加工硬化の傾向がやや強くなります。
- 生体適合性: 金属アレルギーを起こしにくく、医療機器やインプラントの素材としても使用されています。
当社ではSUS316を使用した角型ホッパー(電解研磨仕上げ)や丸角複合多段フレームの製作実績があり、高い寸法精度と耐食性を両立した加工を得意としています。
SUS304とSUS316の違い
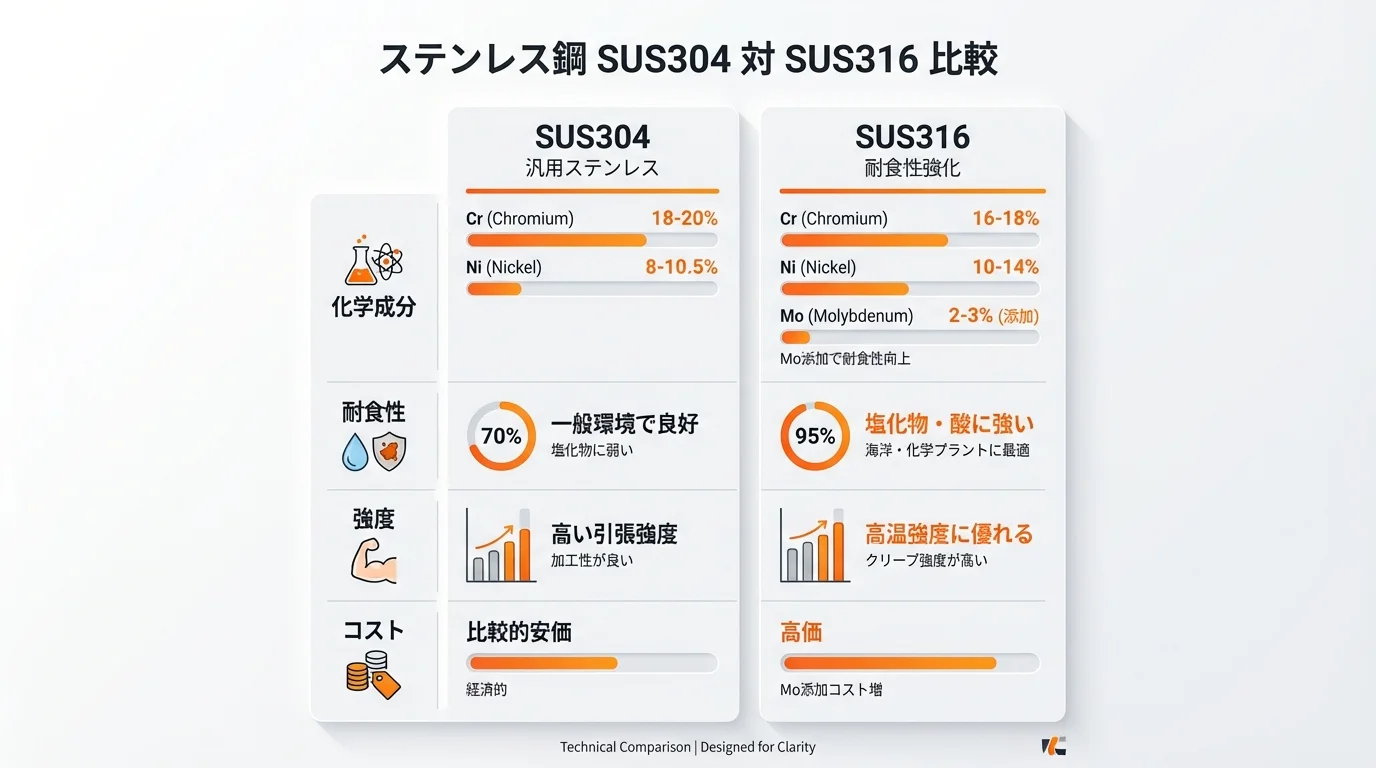
SUS304とSUS316はどちらもオーステナイト系ステンレス鋼ですが、化学成分・機械的性質・耐食性・コストなど、多くの点で違いがあります。以下の2つの比較表で、それぞれの特性を詳しく見ていきましょう。
化学成分・機械的性質の比較
| 項目 | SUS304 | SUS316 |
|---|---|---|
| JIS規格 | JIS G 4305 | JIS G 4305 |
| 対応AISI規格 | AISI 304 | AISI 316 |
| クロム(Cr) | 18.0〜20.0% | 16.0〜18.0% |
| ニッケル(Ni) | 8.0〜10.5% | 10.0〜14.0% |
| モリブデン(Mo) | なし | 2.0〜3.0% |
| 炭素(C) | 0.08%以下 | 0.08%以下 |
| 引張強さ | 520 MPa以上 | 520 MPa以上 |
| 耐力(0.2%) | 205 MPa以上 | 205 MPa以上 |
| 伸び | 40%以上 | 40%以上 |
| 硬さ(HBW) | 187以下 | 187以下 |
| 密度 | 7.93 g/cm³ | 7.98 g/cm³ |
| 磁性 | 非磁性(加工後に弱磁性) | 非磁性(加工後に弱磁性) |
化学成分で最も大きな違いはモリブデン(Mo)の有無です。SUS316にはMoが2〜3%含まれ、これが耐食性向上の決定的な要因となっています。また、SUS316はニッケル含有量がSUS304より多く、オーステナイト組織の安定性が高いことも特徴です。
耐食性・溶接性・コスト・用途の比較
| 比較項目 | SUS304 | SUS316 |
|---|---|---|
| 大気中の耐食性 | 良好 | 良好 |
| 耐孔食性(PREN) | 約18〜20 | 約24〜28 |
| 塩化物環境 | 不向き(孔食リスク) | 優れる |
| 海水耐性 | 不十分 | 実用レベル |
| 耐酸性(硫酸等) | やや劣る | 優れる |
| 高温耐食性 | 〜約400℃ | 〜約500℃ |
| 溶接性 | 良好 | 良好(Mo偏析に注意) |
| 溶接後の後処理 | 酸洗い推奨 | 酸洗い・電解研磨推奨 |
| 加工硬化 | しやすい | よりしやすい |
| 素材コスト(対SUS304比) | 基準(1.0倍) | 約1.3〜1.5倍 |
| 流通量・入手性 | 豊富(在庫品多数) | やや限定的 |
| 主な用途 | 厨房機器・建材・一般産業機械 | 化学プラント・医療機器・海洋設備 |
耐食性の指標であるPREN(Pitting Resistance Equivalent Number)は、SUS316がSUS304より大幅に高い値を示します。PERNは「Cr% + 3.3 × Mo% + 16 × N%」で算出され、モリブデンの寄与が非常に大きいことがわかります。
コスト面では、SUS316はSUS304に比べて約1.3〜1.5倍の素材費用がかかります。ニッケルとモリブデンの含有量が多いためです。ただし、塩化物環境でSUS304を使用して早期腐食が発生した場合、部品交換やメンテナンス費用を考慮すると、SUS316の初期コスト増は十分に回収できるケースが多くあります。
素材選定でお迷いですか?
SUS304とSUS316のどちらが最適か、使用環境や仕様に応じてご提案いたします。当社は両鋼種の板金加工に豊富な実績があります。
お問い合わせはこちら / TEL: 0428-32-6255(株式会社オーディーケー)
用途別の選び方
SUS304とSUS316の選定は、「使用環境」と「求められる耐食性レベル」によって決まります。以下に代表的な用途と推奨鋼種をまとめます。

SUS304が適している用途
- 厨房機器・食品加工設備: シンク、調理台、食品搬送ラインなど。洗浄環境で使用され、塩分濃度が高くない場合はSUS304で十分です。
- 建築・意匠用途: 手すり、サイネージ筐体、エントランス装飾パネルなど。ヘアライン仕上げやバフ仕上げとの相性が良く、美しい外観を実現できます。
- 一般産業機械: 各種カバー、ブラケット、フレームなど。屋内環境や軽度の腐食環境で使用する機械部品に最適です。
- 電子機器筐体: センサーカバーやコントロールボックスなど。電磁シールド性と耐食性を両立できます。
- 水処理設備(淡水系): 上水処理や冷却水系統の配管・タンク。塩素濃度が管理された環境であればSUS304で対応可能です。
SUS316が適している用途
- 化学プラント: 反応槽、配管、バルブ、ホッパーなど。硫酸・リン酸・有機酸を扱う環境ではSUS316が必須です。
- 医療機器: 手術器具、滅菌装置、薬液タンクなど。高い耐薬品性と生体適合性が求められる分野です。
- 海洋・沿岸設備: 海水に接する部品、港湾設備、船舶部品など。塩化物イオンによる孔食を防ぐため、SUS316以上の耐食性が必要です。
- 半導体・クリーンルーム設備: 超純水配管、ガス供給系統など。高い清浄度と耐食性が同時に求められます。電解研磨との組み合わせが一般的です。
- 高温環境の部品: ボイラー周辺部品、排気系統、熱交換器など。400℃を超える使用温度ではSUS316の高温強度が有利です。
選定フローチャート
以下の3つの質問で、おおまかな鋼種選定ができます。
- 塩化物(塩水・塩素系薬品)に接触しますか? → はい → SUS316を推奨
- 酸性環境(硫酸・リン酸等)で使用しますか? → はい → SUS316を推奨
- 上記に該当しない一般的な環境ですか? → はい → SUS304で十分
ただし、上記はあくまで目安です。使用温度、応力の有無、表面処理の種類なども選定に影響します。最適な素材選定は、使用環境を詳しくお伺いしたうえで判断することをおすすめします。
板金加工における注意点
SUS304とSUS316は化学成分が似ているため、板金加工の基本工程(レーザー切断・曲げ加工・溶接・仕上げ)は共通する部分が多くあります。しかし、微妙な特性の違いが加工品質に影響するポイントがいくつかあります。

レーザー切断
SUS304とSUS316のレーザー切断条件に大きな差はありません。ただし、SUS316はモリブデンの影響で溶融粘度がわずかに異なり、厚板(t6.0以上)の切断ではドロスの付着傾向がSUS304よりやや強くなる場合があります。切断速度やアシストガス圧の微調整が必要になることがあります。
曲げ加工
両鋼種ともオーステナイト系のため、曲げ加工性は良好です。ただし、以下の点に注意が必要です。
- 加工硬化: SUS316はSUS304よりも加工硬化の傾向がやや強いです。複数回の曲げ加工を行う場合、中間焼鈍(アニーリング)が必要になるケースがあります。
- スプリングバック: 両鋼種ともスプリングバック量は炭素鋼より大きいですが、SUS304とSUS316の間に大きな差はありません。いずれも経験に基づいた金型設定が求められます。
- 最小曲げR: 一般的に板厚の1倍以上を推奨しますが、素材ロットや板厚によって異なります。
溶接
溶接はSUS304・SUS316ともにTIG溶接が最も一般的です。重要な違いは以下の通りです。
- 溶加材の選定: SUS304にはY308系、SUS316にはY316系の溶加材を使用します。異材接合の場合はY309系を選択することが一般的です。鋼種に合った溶加材を使用しないと、溶接部の耐食性が低下します。
- 入熱管理: SUS316はモリブデン偏析による溶接部の耐食性低下リスクがあるため、入熱量の管理がSUS304より厳密に求められます。パス間温度の管理も重要です。
- 後処理: SUS304は酸洗いで十分なケースが多いですが、SUS316は電解研磨まで実施することで、溶接部を含めた均一な耐食性を確保できます。
表面仕上げ
ヘアライン仕上げ、バフ研磨、電解研磨など、一般的な表面処理はSUS304・SUS316ともに対応可能です。SUS316の場合、化学プラントや医療機器向けに電解研磨が指定されることが多く、電解研磨によってモリブデンが表面に濃縮し、さらに高い耐食性が得られるという利点があります。
当社では、レーザー加工機・プレスブレーキ・TIG溶接機をはじめとする充実した設備を保有しており、SUS304・SUS316いずれの加工にも対応しています。素材調達から仕上げまで一貫対応が可能ですので、お気軽にご相談ください。
ステンレス板金加工のご相談
SUS304・SUS316の板金加工について、加工条件・仕上げ・コストなど、お気軽にお問い合わせください。図面段階でのVE提案も承ります。
お問い合わせフォームはこちら / TEL: 0428-32-6255(株式会社オーディーケー)
よくあるご質問
Q1. SUS304とSUS316は見た目で区別できますか?
いいえ、SUS304とSUS316は見た目ではほぼ区別できません。どちらも銀白色の金属光沢を持ち、ヘアライン仕上げや鏡面仕上げの外観も同一です。確実に識別するには、蛍光X線分析(XRF)やモリブデン検出試薬(モリブデンチェッカー)を使用する必要があります。納入時にはミルシート(鋼材検査証明書)で成分を確認することが重要です。
Q2. SUS304Lと SUS316Lの「L」は何を意味しますか?
「L」はLow Carbon(低炭素)を意味します。SUS304LはC: 0.030%以下、SUS316LはC: 0.030%以下に炭素量を制限した鋼種です。溶接時に発生する「鋭敏化」(粒界にクロム炭化物が析出し、粒界腐食を引き起こす現象)のリスクを低減するために開発されました。溶接構造物にはL材を選択することが推奨されます。当社でも溶接を伴う製品には、お客様にL材のご使用を提案するケースが多くあります。
Q3. SUS316でなければ対応できない環境とは?
代表的な環境は以下の通りです。
- 海水や海塩粒子にさらされる沿岸・海洋環境
- 塩素系洗浄剤を頻繁に使用する食品工場の一部
- 硫酸・リン酸・酢酸などの酸性薬品を扱う化学プラント
- 高温(400℃以上)で長時間使用する熱処理設備周辺
- 滅菌処理を繰り返す医療機器・製薬設備
逆に言えば、これらの条件に該当しない一般的な屋内環境・大気環境であれば、SUS304で十分に対応可能です。
Q4. SUS304とSUS316を溶接で接合できますか?
はい、異材接合は技術的に可能です。溶加材にはY309系(SUS309相当)を使用するのが一般的です。ただし、溶接部の耐食性はSUS304側に律速されるため、腐食環境での使用は設計段階での検討が必要です。当社では異材溶接の実績も豊富にありますので、設計段階からご相談いただければ最適な接合方法をご提案いたします。
Q5. コストを抑えたい場合、SUS316の代替案はありますか?
使用環境によっては以下の代替策が考えられます。
- SUS304 + 表面処理: 電解研磨やフッ素コーティングを施すことで、SUS304の耐食性を向上させる方法です。ただし、母材の耐食性はSUS316には及びません。
- SUS430(フェライト系): モリブデンは含まれませんが、特定の環境ではコストを大幅に抑えられます。ただし、溶接性・加工性はオーステナイト系に劣ります。
- SUS304にコスト最適化設計: 腐食リスクの高い部位のみSUS316を使用し、その他はSUS304とする「部分採用」も有効な手段です。
最適な方法は使用環境やご予算によって異なります。当社では素材選定から加工方法まで、トータルでのコスト最適化をご提案しています。
素材選定は、使用環境(温度・薬品・塩分濃度)、求められる寿命、コスト、後処理を総合的に判断する必要があります。「とりあえずSUS304」「念のためSUS316」ではなく、根拠に基づいた選定が製品品質とコストの両立につながります。
ステンレス鋼の基礎知識については、板金加工とは?のページもあわせてご覧ください。
株式会社オーディーケーでは、SUS304・SUS316をはじめとするステンレス鋼の精密板金加工を得意としています。レーザー切断・曲げ加工・TIG溶接・表面仕上げまで、自社一貫体制で対応いたします。小ロット・試作品から量産まで柔軟に対応しておりますので、素材選定や加工方法でお悩みの際は、ぜひお気軽にご相談ください。
ステンレス板金加工のことなら、オーディーケーにお任せください
SUS304・SUS316の精密板金加工、試作から量産まで対応いたします。図面がなくてもスケッチや写真からお見積り可能です。まずはお気軽にご相談ください。
無料お見積り・ご相談はこちら / TEL: 0428-32-6255(株式会社オーディーケー)