板金加工のコスト構成を理解する
板金加工のコストダウンを考えるには、まず価格がどのように構成されているかを理解する必要があります。板金加工品の価格は、大きく5つの要素で決まります。

| コスト項目 | 構成比の目安 | 内容 |
|---|---|---|
| 材料費 | 20〜40% | 金属板の素材費用。素材種類・板厚・サイズで変動 |
| 加工費 | 30〜50% | レーザー切断・曲げ・溶接等の工程ごとの費用 |
| 段取り費 | 5〜15% | NCプログラム作成・金型セット・治具準備の費用 |
| 表面処理費 | 5〜20% | 塗装・めっき・研磨・アルマイト等の仕上げ費用 |
| 管理費 | 5〜10% | 検査・梱包・輸送・品質管理の費用 |
加工費の割合が最も大きく、設計段階での工夫で加工工程を減らすことが最も効果的なコストダウン手段になります。以下で具体的な7つのポイントを解説します。
コストの全体像を踏まえたうえで見積りの最適化をお考えの方は、お問い合わせページから図面をお送りください。具体的なコストダウン提案をいたします。
コストダウン7つのポイント
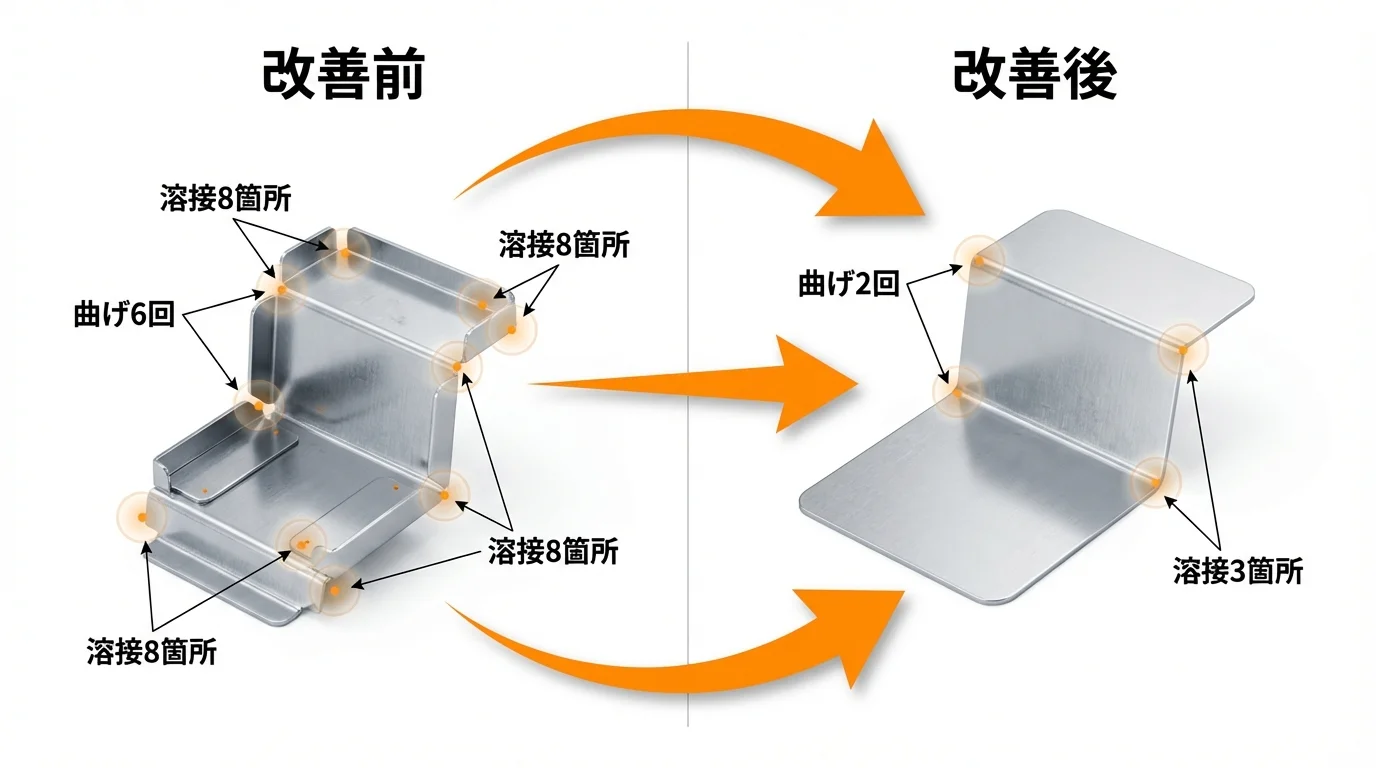
1. 曲げ回数を減らす設計の工夫
曲げ加工は1回ごとにプレスブレーキの段取り替え(金型・バックゲージの設定変更)が発生します。曲げ回数が多いほど加工時間と工数が増え、コストに直結します。
例えば、4回曲げの部品を2回曲げに設計変更できれば、曲げ工程の加工費を約40〜50%削減可能です。具体的な手法としては、Z曲げを1回で成形する、左右対称設計で工程を共通化する、曲げの代わりに溶接で接合するなどがあります。
2. 溶接箇所を最小化する構造設計
溶接は板金加工の中でも最も工数がかかる工程です。TIG溶接は1箇所あたり数分を要し、その後のビード研磨にも時間がかかります。
溶接箇所を減らすには、一枚板からの曲げ成形で立体形状を作る方法が有効です。また、スポット溶接やリベット接合への置き換え、タブ&スロット構造(差し込み式)の採用も検討に値します。溶接箇所を6箇所から3箇所に減らせば、溶接工程のコストを約50%削減できます。
3. 標準板厚・標準サイズを活用する
金属板には市場で流通しやすい標準板厚(t0.8, t1.0, t1.2, t1.5, t2.0, t3.0mm等)と標準サイズ(3×6判: 914×1,829mm、4×8判: 1,219×2,438mm等)があります。
非標準の板厚を指定すると、特注材として入手に時間とコストがかかります。また、標準サイズの板から効率よく取れるように部品の寸法を設計すると、材料の歩留まりが向上し材料費を10〜20%削減できます。
4. 表面処理の選定を最適化する
表面処理はコスト全体の5〜20%を占めます。要求仕様に対して過度な処理を指定していないか見直すことが重要です。
例えば、内部に隠れる部品にヘアライン仕上げは不要です。また、SECC(電気亜鉛めっき鋼板)やSGCC(溶融亜鉛めっき鋼板)を使えば、後処理のめっき工程を省略できます。塗装の場合も、色数を減らす、マスキング箇所を減らすといった工夫でコストを抑えられます。
5. 公差を適正に設定する
必要以上に厳しい公差を指定すると、加工時間の増加、検査工数の増加、不良率の上昇につながります。板金加工の一般的な寸法公差は±0.3〜±0.5mm程度(JIS B 0408 普通公差)です。
±0.1mmの精密公差が本当に必要な箇所を限定し、それ以外は一般公差で設計することで、加工コストを15〜30%程度削減できるケースがあります。
6. ロット数と段取り費の関係を理解する
板金加工の段取り費(NCプログラム作成・金型セット・治具準備)は、ロット数に関わらず固定で発生します。そのため、ロット数が少ないほど1個あたりの段取り費の負担が大きくなります。
例えば、段取り費が1万円の場合、1個生産なら1万円/個、10個生産なら1,000円/個です。まとめ発注やリピート品の定期発注で段取り費を分散させることがコストダウンにつながります。
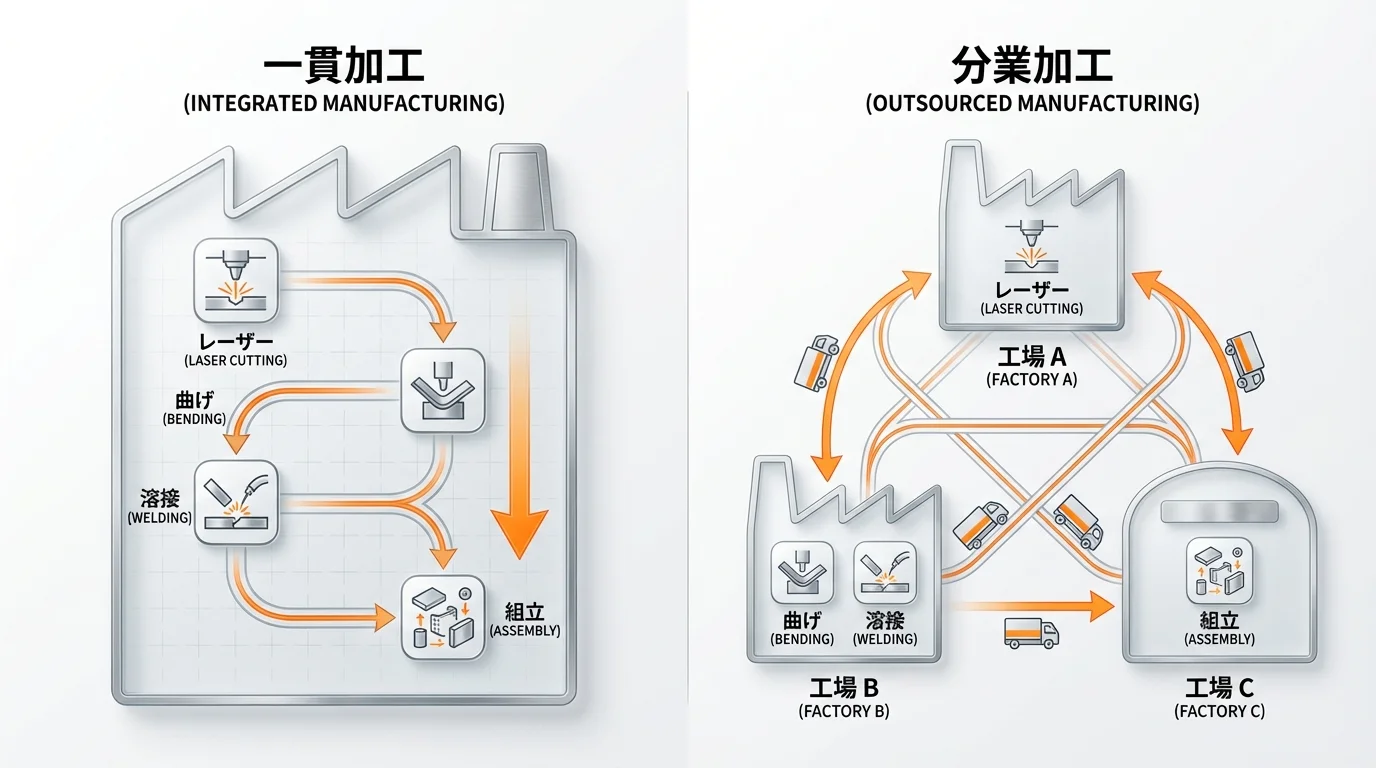
7. 一貫加工業者を選んで中間コストを削減する

レーザー切断を業者A、曲げを業者B、溶接を業者Cと分業すると、工程間の輸送費・管理費・コミュニケーションコストが積み重なります。
レーザー→曲げ→溶接→組立→表面処理を1社で完結できる一貫加工業者を選ぶことで、中間コストを20〜30%削減できます。さらに、工程間の品質管理が一元化されるため、不良の早期発見にもつながります。
当社オーディーケーは、レーザー切断から曲げ、溶接、組立まで社内一貫対応しています。55インチサイネージ筐体やアルミパイプフレームなど、一貫加工によるコスト最適化の実績があります。
VA/VE提案の活用法
VA(Value Analysis)とVE(Value Engineering)は、製品の機能を維持しながらコストを下げる手法です。板金加工では、設計段階で加工業者に図面を見せてVA/VE提案を受けることが最も効果的です。
加工業者は日々さまざまな製品を加工しているため、「この形状なら別の方法で作ったほうが安い」「この公差は緩めても問題ない」といった実践的な提案ができます。設計がFIXしてからでは変更コストが大きくなるため、構想設計の段階で相談するのがポイントです。
当社では設計段階からのVA/VE相談を歓迎しています。図面の段階でコストダウンの余地がないか無料で検討いたしますので、お気軽にお問い合わせください。
コストダウン設計チェックリスト
設計完了前に以下のチェックリストで見直すことで、見積金額を大幅に改善できます。
| チェック項目 | 確認内容 | 削減効果の目安 |
|---|---|---|
| 曲げ回数 | 曲げ回数を減らせないか?Z曲げの一体成形は可能か? | 加工費 40〜50%減 |
| 溶接箇所 | 溶接を曲げやリベットに置き換えられないか? | 溶接工程 30〜50%減 |
| 板厚 | 標準板厚(t1.0, t1.5, t2.0等)を使っているか? | 材料費 10〜20%減 |
| 材料サイズ | 標準サイズの板から効率よく取れる寸法か? | 材料費 10〜15%減 |
| 表面処理 | 全面処理が必要か?部分処理で済まないか? | 表面処理費 20〜40%減 |
| 公差 | 厳しい公差は本当に必要な箇所だけに限定しているか? | 加工費 15〜30%減 |
| ロット | まとめ発注やリピート化で段取り費を分散できないか? | 段取り費/個 大幅減 |
| 加工業者 | 一貫加工業者を選んで中間コストを削減しているか? | 総額 20〜30%減 |
よくあるご質問
Q1. コストダウン提案は無料ですか?
Q2. 設計変更なしでコストを下げる方法はありますか?
Q3. 試作段階でもコストダウン設計の相談は可能ですか?
板金加工のコスト最適化は、設計と加工の両面からアプローチすることが重要です。板金加工の基礎知識もあわせてご覧ください。
当社オーディーケーは、設計段階からのVA/VE提案と社内一貫加工体制で、コスト・品質・納期のバランスを最適化します。
お問い合わせフォームはこちら
お電話でのご相談: 0428-32-6255(平日 8:00〜17:00)